今天我们讲一下预锂化,讲这个之前,先给大家讲一下,半电池(正极为正极材料,
负极为金属锂片)和全电池的首效问题。
这是钴酸锂半电池首效,不理解全电池和半电池没关系,你就理解成这是正极材料的首效。
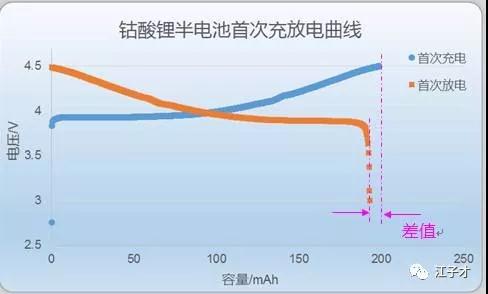
从上图我们可以看出,半电池的首次充电容量要略高于首次放电容量,
也就是说,充电时从正极脱嵌的锂离子,并没有100%在放电时回到正极。
而首次放电容量/首次充电容量,就是这个半电池的首次效率。
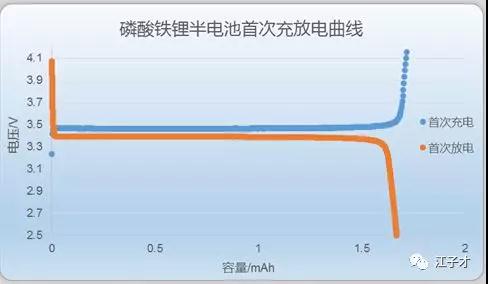
磷酸铁锂正极半电池首效
三元正极半电池首效
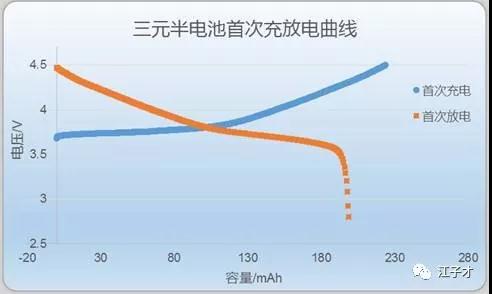
从上面几张图可以看出,三元的首次效率是最低的,一般为85~88%;
钴酸锂次之,一般是94~96%;磷酸铁锂比钴酸锂略高一点,为95%~97%。
正极材料的首效主要是由于发生脱嵌后,正极材料结构发生变化,
没有足够的嵌锂位置,锂离子无法在首次放电时全部回来。
石墨负极半电池首效
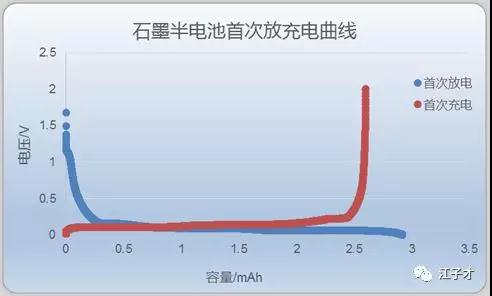
石墨电池半电池和正极不一样的是,石墨做正极,金属锂片做负极,故而先放电,
而石墨的首效明显低于正极材料的首效,主要原因就是锂离子穿过电解质,
会在石墨表面形成SEI膜,消耗了大量锂离子。
而为了SEI膜献身的锂离子则无法回到负极。
全电池首次效率,从电池注液后,需要经过化成(仅充电)和分容这(有充放电)的工序,
一般而言,化成以及分容第一步都是充电过程,二者容量加和,就是全电池首次充入容量;
分容工步的第二步一般是从满电状态放电至空电,因此此步容量为全电池的放电容量。
将二者结合起来,就得到了全电池首次效率的算法:
全电池首次效率=分容第二步放电容量/(化成充入容量+分容第一步充入容量)
日常中一般为了减少偏差,取第二次完全放电容量为电池容量。
综上,我们可以得出一个结论。若电池正极使用了首次效率为88%的三元材料,
而负极使用了首次效率为92%的石墨材料。
对这款全电池而言,首次效率就是88%,
也就是当正极首效为88%、负极首效为92%时,全电池的首效为88%,与较低的正极相等。
当然,除了电池材料影响首效,电极材料的比表面积也是一个重要的影响因素,
石墨的比表面积越大,形成的SEI膜越大,需要消耗的锂离子更多,首效更低。
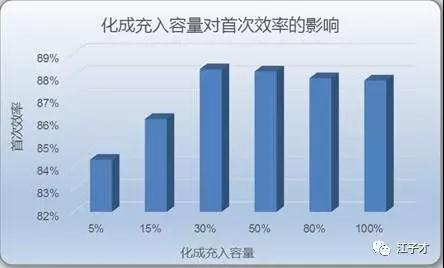
此外还与电池的化成充电制度有关,充入合适的SOC,也会一定程度上影响电池的首效。
对全电池而言,化成时负极界面形成的SEI膜会消耗掉从正极脱嵌的锂离子,并降低电池的容量。
如果我们可以从正极材料外再寻找到一个锂源,让SEI膜的形成消耗外界锂源的锂离子,
这样就可以保证正极脱嵌的锂离子不会浪费于化成过程,最终就可以提高全电池容量。
这个提供外界锂源的过程,就是预锂化。
下面我将借用一片文章来给大家讲述一下主要的预锂化方法,而我只见过一种,就是负极喷涂锂粉的方法。
1,负极提前化成法
我们可以让负极单独化成,待负极形成SEI膜后再与正极装配,
这样就可以避免化成对正极锂离子的损耗,并大幅提升全电池的首次效率及容量,如示意图:
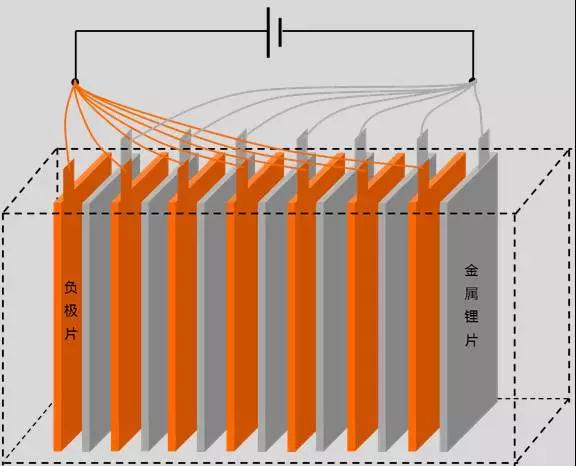
在上图中,负极片与锂片被浸泡在电解液中,并有外电路连接充电。
这样就可以保证化成时消耗的锂离子来源于金属锂片而非正极。
待负极片化成完毕后,再与正极片装配,电芯已不需要再进行化成,
从而不会由于负极形成SEI膜而损失正极的锂离子,容量也就会明显提高。
这种预锂化方法的优点是可以最大限度的模拟正常化成流程,同时保证SEI膜的形成效果与全电池相近。
但是负极片的提前化成和正负极片的装配这两个工序,操作难度过大。
2,负极喷涂锂粉法
由于使用负极片单独化成补锂难以操作,因此人们想到了直接在负极极片上喷涂锂粉的补锂方法。
首先要制作出一种稳定的金属锂粉末颗粒,颗粒的内层为金属锂,
外层为具有良好锂离子导通率和电子导通率的保护层。
预锂化过程中,先将锂粉分散在有机溶剂中,然后将分散体喷涂在负极片上,
接着将负极片上的残留有机溶剂干燥,这样就得到了完成预锂化的负极片。后续的装配工作与正常流程一致。
化成时,喷涂在负极上的锂粉会消耗于SEI膜的形成,从而最大限度的保留从正极脱嵌的锂离子,提高全电池的容量。
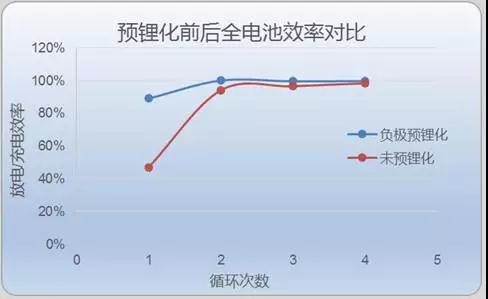
下图为负极硅合金、正极钴酸锂全电池的效率对比图,可以看出在负极进行了预锂化之后,首次效率有了明显的提升:
采用这种预锂化方法的缺点是安全性较难保证,材料及设备改造成本较高。
3,负极三层电极法
由于设备及工艺的局限性,单纯的为了预锂化而进行高成本的改造并非电池厂的优先选择,
如果可以用电池厂熟悉的方式完成预锂化,那推广性就大幅增强了。
下面所说的三层电极法,对电池厂的操作就更为简单。
三层电极法的核心在于铜箔的处理,铜箔示意图如下:

与正常铜箔相比,三层电极法的铜箔被涂上了后期化成所需要的金属锂粉,
为了保护锂粉不与空气反应,又涂上了一层保护层;负极则直接涂在保护层上。
装配后单层电极的整体示意图如下:
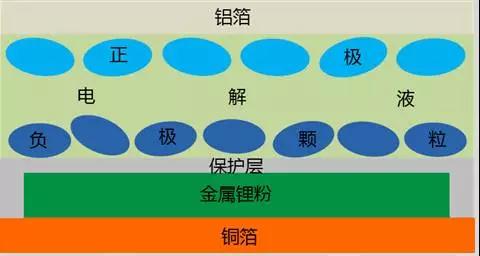
当电芯完成注液后,保护层会溶解于电解液中,从而让金属锂与负极接触,
化成时形成SEI膜所消耗的锂离子由金属锂粉补充。
充电后的电极图示如下:这种方法对电池厂加工条件没有苛刻要求,
但是保护层在极片收放卷、辊压、裁切等工位的稳定性是对电极材料研发的很大挑战,
金属锂粉化成消失后负极材料粘结性的保证也颇有难度。
4,正极富锂材料法
在企业里工作的小伙伴们一定都曾深切的体会过:即便实验室条件下能够成功的东西,
挪到企业的规模化生产后也很可能困难重重。设备的改造成本、
材料的批量投入成本、加工环境的控制成本等都可能成为新技术无法推广的致命伤。
对于锂电这一工艺、设备已经基本成熟的行业而言,企业优先选择的预锂化方案,
一定会是一个不用做太多现场改动、甚至拿过来就能直接推广的方法。
而正极富锂材料法,恰好满足了电池厂这一方面的需求。
所谓正极富锂法,可以简单理解为,有这么一种材料,在化成的时候,
她的正极释放出的锂离子个数,是目前所用的材料所能释放的锂离子个数的好几倍。
当负极首效低于正极时,化成时就会有太多的锂离子损耗于负极,
造成放电后正极有效空间无法被锂离子欠满,形成正极嵌锂空间的浪费。
如果在正极中加入少量的高克容量富锂化材料,这样既可以为化成时SEI膜的形成提供更多的锂离子,
也不用担心放电时富锂化材料无法再次嵌锂(因为化成时已经将富锂材料提供的锂离子全部消耗)。
上面所述的各种预锂化方法,针对的都是负极首效低于正极的全电池,
全电池预锂化后,首次效率最高也只能达到正极材料半电池的水平。
而对于正极首效更低的电池而言,上面的方法则基本无能为力,
原因是此时全电池的首效受限于正极充电后不再有足够的嵌锂空间,
即使外界补锂,也无法嵌入正极,因而没有作用。
来源:江子才